ダイハツ ハイゼットトラック(EBD-S211P)フロントハブベアリング交換|プレス機作業の流れと注意点

走行90,000kmのハイゼットに必要な整備|フロントハブベアリング交換を現場から解説(S211P対応)
今回ご入庫いただいたのは、ダイハツ ハイゼットトラック(型式 EBD-S211P/走行距離 約90,000km)です。前輪からの異音とガタつき症状があり、点検の結果、左右フロントハブベアリングの摩耗が進行していたため、左右同時交換を実施しました。軽トラックは日常的な積載・走行負荷が高いため、ハブベアリングの劣化が進みやすい部位です。今回はプレス機を使用した圧入作業により、スムーズかつ安全に交換を完了しました。あわせてエンジンオイル・フィルター交換、イグニッションコイルとスパークプラグの交換も実施し、加速不良の改善にも対応しています。


フロントハブベアリング交換|足回りの分解工程
今回の作業は、ダイハツ ハイゼットトラック(型式 EBD-S211P)フロントハブベアリングの左右同時交換です。1枚目の写真は、ナックルからキャリパー・ディスクを外した状態。ストラット(サスペンション)とナックルのボルトを抜き、ハブベアリングが圧入されたナックルごと取り外す準備段階です。ロアアーム・タイロッドエンドも同時に分離しておくことで、スムーズにナックルを取り外せます。2枚目は、ドライブシャフトがナックルから抜けた状態。ベアリング交換にはプレス機でナックルからベアリングを圧入・圧出する必要があるため、ここまでの分解は必須の作業です。作業時にはシャフトブーツを傷つけないよう注意して進めます。足回り整備は固着した部品を正確に分解し、確実に組み直すことが要です。プレス機による作業も自社工場内で対応しています。整備中は代車のご用意もご相談いただけます。

フロントハブベアリング交換|プレス機使用と部品分解の流れ(型式 EBD-S211P)
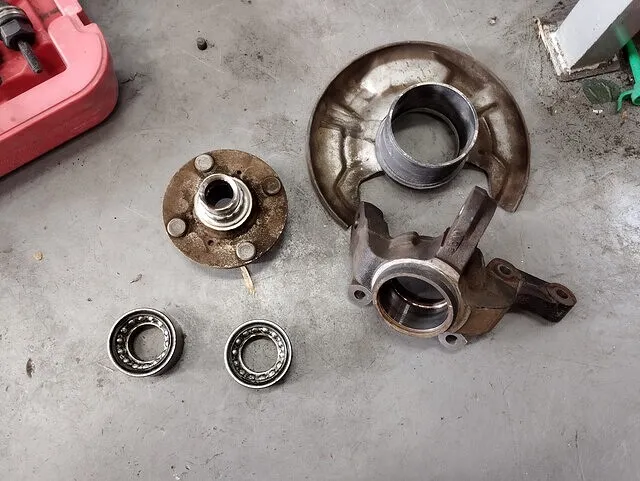
1枚目の写真は、ナックルとハブをプレス台にセットした状態。ハブからベアリングを圧出(抜き取り)する工程で、プレス機を使用することで精密かつ安全な取り外しが可能になります。ベアリングは非常に固く圧入されているため、手作業ではなく、機械による直圧操作が必要です。2枚目は、取り外した構成部品を並べた状態です。左から旧ベアリング(内・外)、ハブ、ナックル、バックプレートまでが確認でき、構造を視覚的に把握できる工程です。ベアリングの摩耗や打痕がないかを丁寧に確認し、清掃後に新品ベアリングを正確な位置に圧入していきます。外す作業だけでなく、戻すときの精度が仕上がりを左右します。プレス機によるベアリング交換も自社工場で対応しています。車検・整備中の代車や、保険契約に応じた代車のご案内も可能です。



ベアリング圧入後の組付けと新品部品の確認
1枚目と2枚目の写真は、ドライブシャフトを抜いた状態でロアアーム・タイロッドエンド・スタビリンクがすべて分解された足回りの様子です。これによりナックル単体を取り外せる状態となり、ベアリングの圧入・交換作業が可能になります。分解後は、各関節部のブーツ破れやガタつきがないかもしっかり点検します。3枚目の写真では、取り外した部品と新しい部品を並べて比較しています。左側が旧ベアリングと新品ベアリング、中央が古いハブ、右側が新品ハブです。古いハブはサビや摩耗が進行していたため、今回はベアリングとともにハブユニットも左右とも新品に交換しました。これにより回転の滑らかさと耐久性が向上し、走行時の異音やガタつきの予防につながります。ポイントをまとめると、足回りは構成部品が連動しているため、分解時にブーツ破れ・ガタ・曲がりを同時点検すること、ハブやベアリングは見た目だけでなく走行時の異音や手応えの違和感で判断することが重要です。新品部品で組み付け直すことで、安定した操縦性が長く維持されます。ベアリングだけでなく、ハブや周辺部品まで診て交換することが、整備で長持ちさせる基本です。


フロントハブベアリングの圧入作業
1枚目の写真は、プレス機にナックルを固定し、新品ベアリングを慎重に圧入している場面です。垂直方向に真っ直ぐ力をかけることで、ベアリングが歪みなく正確な位置に収まるよう圧入しています。プレス機作業はわずかなズレでも走行時の異音や早期摩耗につながるため、注意が必要な工程です。2枚目は、ベアリングがナックルの内側へ圧入されていく様子です。圧入中のベアリング周囲にはグリスを塗布し、固着・熱膨張・摩耗への対策を行います。圧入面に打痕や傾きが出ないよう、工具のあてがい方・圧力配分を均一に保つことが重要です。ポイントとしては、プレス機でのベアリング圧入は垂直・均等な圧力が基本であること、圧入前の座面清掃・グリス塗布・圧入方向の確認を怠らないこと、歪みや斜め圧入はベアリング寿命の低下や異音の原因になることが挙げられます。入ったように見えても確実に入っていないことがあるため、確認を重ねて作業します。ベアリング交換だけでなく、ナックル単体への圧入作業にも対応しています。


ハブベアリング圧入から組付け完了まで
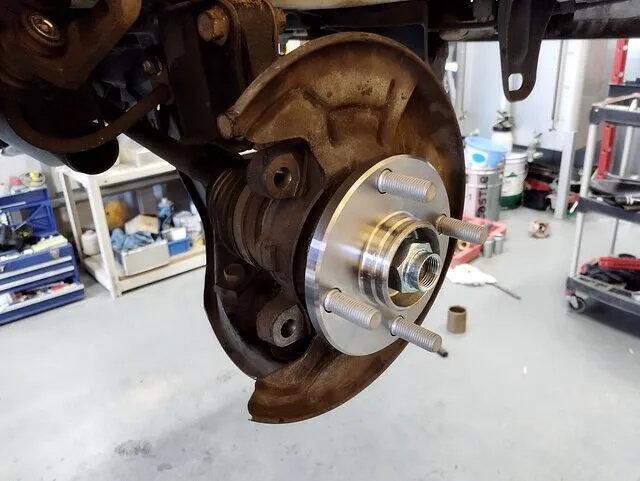
1枚目・2枚目の写真は、ナックルに新品ベアリングを圧入後、さらにハブを圧入している様子です。プレス機を使い、ナックルとハブが正しい位置に組み合うよう慎重に圧入します。この段階で少しでも角度がズレると、ガタつきや異音の原因になるため、真っ直ぐ一定の圧力で押し込むのがポイントです。3枚目は、車体側に組み付けた新しいハブとベアリングユニットの状態です。新品ハブはボルト部やセンターの面も滑らかで、ハンドル操作時の転がり抵抗が減り、走行フィーリングに貢献します。組み付け後はナットのトルク管理・回転抵抗の確認・バックプレートの歪みなどもすべて点検します。ハブ圧入は慎重な垂直圧力と清潔な座面が重要で、組み付け後は締付トルク・スムーズな回転・異音確認までを一貫して実施します。

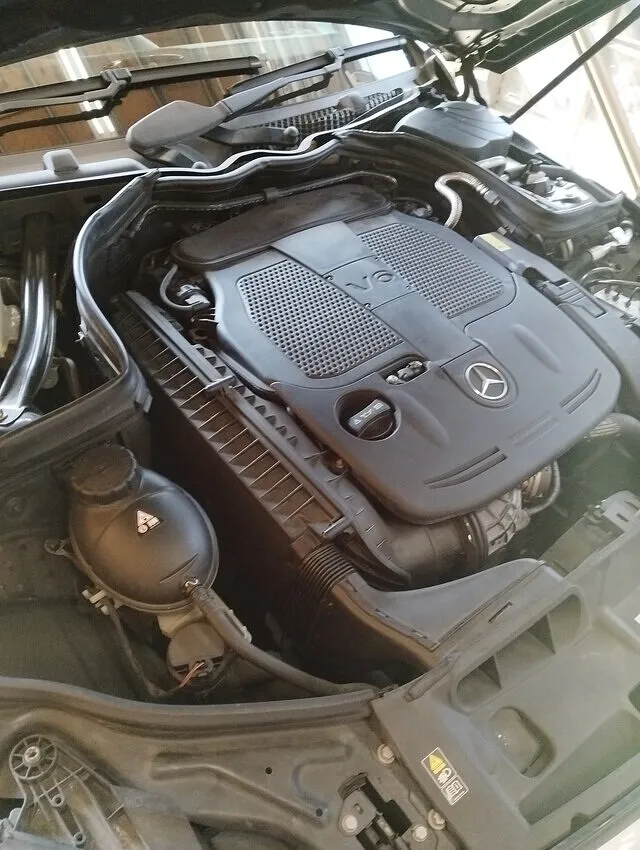
スパークプラグとイグニッションコイル交換でエンジン不調を改善
今回の整備では、加速時のもたつきとエンジンチェックランプ点灯を確認しました。診断の結果、1番シリンダーの点火系不良と判明したため、全気筒のスパークプラグとイグニッションコイルを交換しました。1枚目の写真は、取り外した旧部品(右)と新品のスパークプラグ・コイル(左)です。片側のみの不具合でも、他気筒も同様に劣化しているケースが多いため、3気筒すべてをまとめて交換することで、安定したエンジン状態を保てます。2枚目は、取り外した旧スパークプラグの先端状態です。先端の電極が摩耗し、火花の飛びが弱くなっていた跡が確認できる状態でした。このまま放置すると、失火や燃費の悪化、加速不良につながるリスクがあります。3枚目は、新しいイグニッションコイルとプラグを取り付けた後のエンジンルーム内部です。各コイルのカプラー接続を確認し、締付・トルク管理・異常コードのリセットまで実施しました。ポイントとしては、エンジンチェックランプ点灯時はOBD診断と点火系点検が基本であること、プラグ・コイルは同時交換することで再発防止と性能の均一化につながること、走行距離が多い商用車は定期的な点火系メンテナンスが効果的であることが挙げられます。点火系の不調対応やOBD診断も承っています。整備中の代車や、保険契約に応じた代車のご案内も可能です。